Introduction
Base metal alloys have been in use in Prosthodontics as an alternative to traditional high gold content alloys. These alloys attracted the attention of the dental professionals due to their superior mechanical properties as well as low cost. The success of a cast metal frame work depends not only on selection of suitable material for investing procedure but also on meticulous laboratory procedures undertaken. Marginal fit of coping/crown is very important factor for the success of prosthesis/restoration to follow. Marginal integrity ranks high for the success of a restoration because good marginal fit is essential for maintaining gingival health and protecting the tooth from physical, chemical, thermal and bacterial injuries. To obtain this, there must be a band of close adaptation of casting with the prepared tooth at the margins of tooth preparation. At the same time, a space must exist between the internal surface of the casting and the prepared surface of the tooth to provide room for the luting agent. This space meant for the cement allows the casting to be seated completely during cementation. If the available space for cement is too narrow, the casting will not seat properly.
Conversely, If the available space for cement is too wide, casting will be too loose on the prepared tooth, resulting in loss of resistance. Spacer alters the dimension of the die by coating the occlusal surface and vertical axial walls with a thin layer of rapidly drying paint. Seating of the crown depends on the thickness of the coating, which in turn depends on the number of coats.
Materials and Methods
The study was done to evaluate the marginal fit of cast metal crowns made with two base metal alloys with varying coats of die spacers.
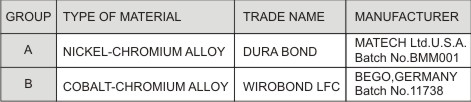
Two base metal alloys have been selected for this study. (Photo - 1 & 2)
 | Photo-1 Nickel - Chromium Alloy
 |
 | Photo-2 Cobalt - Chromium Alloy
|
Nickel-Chromium alloys were designated as Group A
Cobalt-Chromium alloys were designated as Group B
All the alloy pellets were selected from the same batch to avoid variation in the values obtained.
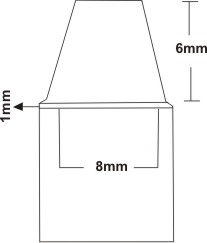
A standardized brass die was machined to the following measurements: 6mm height, 8mm gingival diameter, 6 degree taper and 1mm chamfer margin to simulate the single tooth prepared for cast metal crown.
 | Preparation of Stone Die
|
The brass master die was duplicated with polyether impression material (Impregum-F, ESPE, and Germany) using custom made trays and these were poured with type IV improved stone (Ultra rock, India). (Photo-3, 4&5) A total number of 40 dies were prepared. Twenty samples each were prepared with group A and group B thus a total number of forty samples were prepared for this study.
 | Photo - 3 Brass Master Die and Custom Trays
|
 | Photo - 4 Polyether Impression Material
|
 | Photo - 5 Die Stone
|
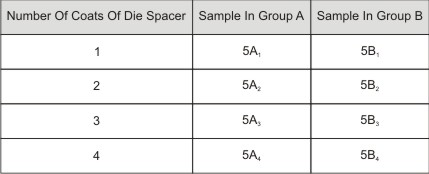
In each group, samples were divided into four sub groups. Five dies for Group A and five dies for Group B were chosen for each coat of die spacer and thus dies with 1 to 4 coats were prepared. Die surfaces were treated with one coat of die hardener (George taub products, N.J., U.S.A.) to preserve the integrity of stone margin during the preparation of wax pattern.
Application of die spacer:
The stone dies were treated with die spacer which was painted upon the dies. A band of 1mm in width at the cervical margin was left unpainted. Die spacer coating was painted on all dies.5 dies for group A and 5 dies for group B were chosen for each coat and thus 1 to 4 coats of spacer samples were prepared.(Photo-6&7)
 | Photo-6 Die Spacer And Lubricant
|
 | Photo-7 Dies With Spacer Coats
|
Preparation of wax pattern:
The finish line of the die was highlighted with sharp, bright red pencil. Die lubricant (True release, George taub Ltd., U.S.A.) was applied with a clean brush. Wax patterns were made by soft inlay wax (GC inlay wax, Japan) over the stone dies. (Photo-8)
 | Photo-8 Inlay Wax & Pkt Instruments
|
Investing and casting:
Each pattern was immediately invested after marginal refinement to minimize distortion. The lost-wax casting technique was used. The wax patterns were invested in graphite free, phosphate bonded investment material (Super vest, Matech Ltd., U.S.A.).(Photo-9) Burnout of the wax patterns were carried out. (Photo-10)
 | Photo-9 Phosphate Bonded Investment Material
|
 | Photo-10 Burnout Furnace
|
A separate ceramic crucible was used for melting each alloy and casting was carried out in an induction casting machine(Fornex,Bego,Germany).The castings were retrieved, sand blasted, all sprues were removed with thin carborundum disk and inspected with magnifying glass.
Each casting was seated on its respective stone die and secured with a spring-loaded caliper exerting uniform for all samples during microscopic measurements. Optical microscope was used with × 100 magnification to measure the gap between the margins of the casting and marginal finish line of the die. (Photo-11)
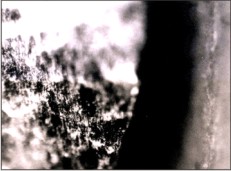 | Nickel - Chromium Alloy Casting with Maximum Marginal Fit (x 100)
|
![Cobalt - Chromium Alloy Casting with Maximum Marginal Fit (x 100)<br>[Photo-11 Photomicrograph]](article-image-790-COBALT_CHROMIUM_ALLOY_CASTING_WITH_MAXIMUM_MARGINA.jpg) | Cobalt - Chromium Alloy Casting with Maximum Marginal Fit (x 100)
[Photo-11 Photomicrograph]
|
Results:
A total number of 40 crowns were made out of which 20 were made with Ni-Cr alloy and 20 were with Co-Cr alloy. The marginal fit was determined at four predetermined sites on the dies. Hence, there were twenty readings for different coats for Ni-Cr crowns (Group A) (Table-1) and twenty readings for Co-Cr crowns (Group B) (Table-II).
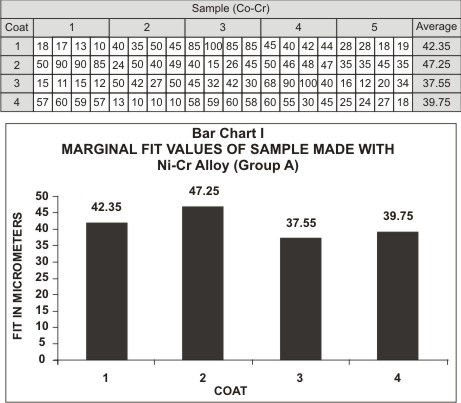 | Table 1 - Marginal Fit Values Of Samples Made With Ni-Cr (Group A)
|
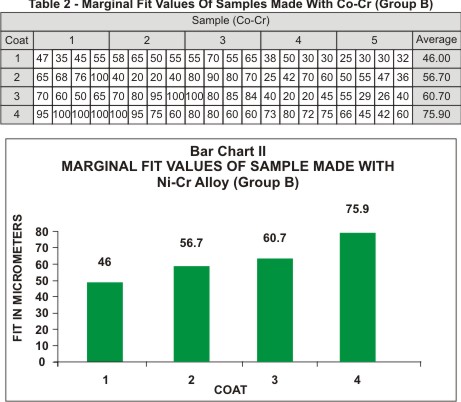 | Table 2 - Marginal Fit Values Of Samples Made With Co-Cr (Group B)
|
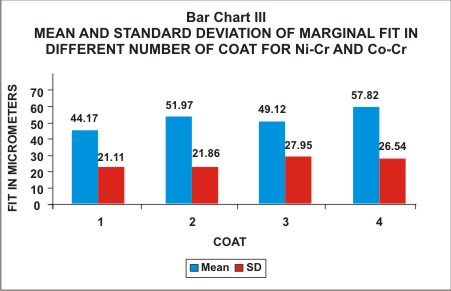
The mean and standard deviation of the marginal fit was calculated. It was found that maximum mean was with Co-Cr alloy group (59.82±23.5) and minimum with Ni-Cr alloy group (41.72±23.17). (Table III).
 | Table-3 - Mean And Standard Deviation Of Marginal Fit In Different Number Of Coats For Ni-Cr And Co-Cr
|
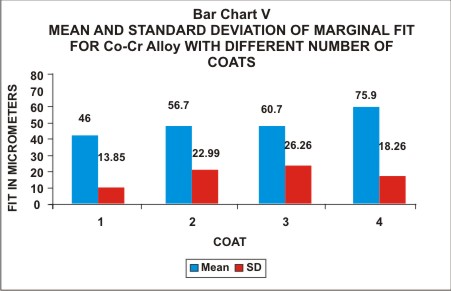
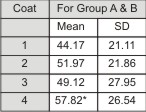
The mean and standard deviation of marginal fit, maximum mean was with four coats followed by two coats, followed by three coats and minimum with one coat. (Table-IV)
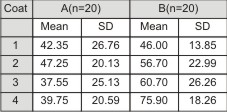 | Table-4 - Mean & Standard Deviation Of Marginal Fit For Each Alloy With Different Number Of Coats
|
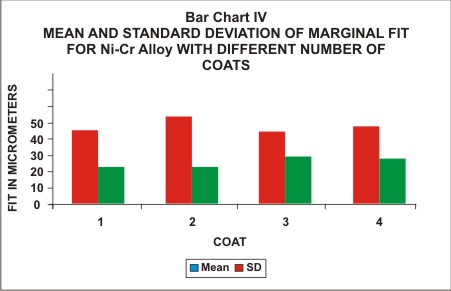
The average marginal fit for different coats for Ni-Cr (Group A) varies, with maximum discrepancy of 47.25µ for a die with two coats and minimum marginal discrepancy of 37.55µ for die with three coats.
The average marginal fit for different coats of Co-Cr (Group B) varies, with maximum discrepancy of 75.90µ for a die with four coats and minimum marginal discrepancy of 46µ for die with one coat.
Two-way ANOVAs was used to compare the mean values in all castings made with two alloys with different number of coats of spacer under each alloy. It was observed that the average marginal fit differs significantly between the two alloys (P < 0.001). It was also inferred that the average marginal fit was different among different levels of coating but statistical analysis showed that it was not significantly different.
It was seen that there was a significant interaction between alloys such as Ni-Cr and Co-Cr and different number of coating of die spacers (P < 0.001), i.e. As the level of coating increases in Co-Cr, the average marginal discrepancy increases but it is reversed with Ni-Cr. (Table-V)
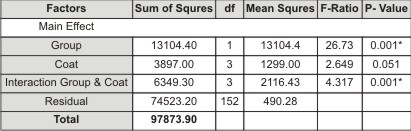 | Table-5 - Two-Way Anova Table To Test Marginal Fit Between Alloys And Different Number Of Coats Of Die Spacers
|
Discussion:
Marginal adaptation of the crown is a crucial factor in determining its clinical acceptability. Crown fit as judged by marginal seal influences the longevity of the cast restorations to a great extent. The results of dental lost wax casting techniques are greatly influenced by the expansion and contraction of all the materials used including impression materials, waxes, gypsum products, plastics and the alloys used in fixed partial dentures.
Fusayama, Eames et al, Campagni et al 3have demonstrated that the space between inner crown wall and the tooth preparation improves seating of crowns. When no spacer is used or at low spacer thicknesses, seating of the crown is arrested at the axial walls.
As one coat of a spacer has a specific thickness, by varying the number of coats, different amounts of relief can be produced on the internal portions of the wax patterns and subsequently on the resultant castings.
The findings of the present study reveal that the marginal fit of nickel chromium alloy castings are superior to that of cobalt chromium alloy castings. This is similar to the findings of Nitkin Asgar 5who said that nickel chromium alloys produced castings with very close fit. In terms of the number of coats of die spacers, nickel chromium alloy castings made with three coats of the die spacer had maximum marginal fit in the present study. Cobalt Chromium alloy castings made with one coat of die spacer resulted in best marginal fit.
In nickel chromium castings, maximum marginal discrepancy was observed when two coats of die spacer were used. In cobalt chromium alloy castings more marginal discrepancy was observed compared to nickel chromium alloy castings. While it can be inferred from the above that cobalt chromium alloy castings exhibited proportionately increasing marginal discrepancy when coats of die spacer were increased, it was not so with nickel chromium alloy.
In the present study, nickel chromium alloy has been found to develop minimum discrepancy with three coats. Since the average value of a single layer of spacer coating is 20 m, present results are similar to the studies of Vermilyea et.al.12 and Campagni et.al3.
Rafael Grajower11 expressed a similar result that for spacer thickness of upto 70 m, retention of the casting was not affected, while lesser spacer thicknesses caused difficulty in insertion of the castings over the dies.
Grajower and Lewinstein concurred with this view and opined that appropriate use of die relief made bevels superfluous. They suggested that studies regarding cementation be done on teeth instead of on dies because mechanical properties of dentine may affect results. In the present study, dies were used to maintain uniformity in preparation.
Conclusion:
Cobalt - Chromium alloy copings had lesser marginal fit when compared with copings of Nickel Chromium alloy.
The average marginal discrepancy of Cobalt Chromium alloy coping was 59.8 m.
The average marginal discrepancy of Nickel Chromium alloy coping was 41.7 m.
Use of paint on die spacer has the potential to ease insertion of the coping without significantly affecting its marginal fit. Within the parameters of the study, it may be concluded that Nickel Chromium alloy copings produced minimal marginal discrepancy than Cobalt Chromium copings and that die spacer facilitates the insertion of casting without affecting the marginal fit significantly.
References:
1. Aquira ishikiriama.cd jair de freitas oliveira,influence of some factors on the fit of cemented crowns,JPD,Vol-45,No.4400-4,1981
2. Bernard G.N.Smith.,The effect of the surface roughness of prepared dentin on retention of castings.,JPD,Vol-23,No.2,187-97,1970
3. Campagni W.V.Preston J.D and Reisbick M.H.,Measurement of paint-on die spacers used for casting relief.,JPD,Vol-47,No.6,606-11,1982
4. Chu-Jung Wang, Philip L.Millstein and Dan Nathanson,Effect of cement, cement space, marginal design, seating aid material, and sealing force on crown cementation.JPD,Vol-67,No.6,786-90,1992
5. Donald A.Nitkin,Kamal Asgar.,Evaluation of alternative alloys to type III gold for use in prosthodontics.JADA,Vol-93,622-29,1976
6. Dedmon H.W.,Disparity in expert opinion on size of acceptable margin openings.Oper.Dent,Vol-7,97-101,1982
7. David Assif,Bracha Anatopolski,Michel Helft and Israel Kaffe.,Comparision of methods of clinical evaluation of the marginal fit of complete cast gold crowns.JPD,Vol-54,No.1,20-24,1985
8. Gerald D.Woolsey et al.,Quantitative and qualitative evaluation of the marginal fit of cast ceramic, porcelain-Shoulder and cast metal full crown margins.JPD,Vol-67,No.2,198-204,1992
9. Olive R.A.,Lowe J.A.,and Ozaki M.M.Film thickness measurements of a paint-on die spacer.JPD,Vol-60,No.2,180-84,1988
10. Ossamu Ushiwata,Joao Vieira de Moraes.Marginal fit of Nickel-Chromium copings before and after internal adjustments with duplicated stone dies and disclosing agent.JPD,Vol-83,No.6,634-43,2000
11. Rafael Grajower,Yuval Zuberi and Israel Lewinstein.Improving the fit of crowns with die spacers.JPD,Vol-61,No.5,555-63,1989
12. Stanley G.Vermilyea,Michael J.Kuffler and Eugene F.Huget.The effects of die relief agent on the retention of full coverage castings.JPD,Vol-50.No.2,207-10,1983
|