INTRODUCTION
Baran defines castability as the ability of an alloy to faithfully reproduce the sharp details and fine margin of a wax pattern1. Castability plays an important role in selection of an alloy for dental restorations. Castability tests are valuable aid in evaluation of techniques and products during research and development5. Literature reviews suggested various patterns were used to measure the castability of an alloy. The various designs that have been created and proposed over the years include a spiral [Asgar K 1973]7, Nylon lines supported to a large cylindrical wax reservoir [Vincent et al 1977]14, a spring [Preston et al 1977]12, a sphere, a parallel walled cylinder, machined dies [Eden et al 1979]6, a blade [Nielson and Shalitha 1980]7, a wedge [Barreto TM et al 1980]5, a polyester nylon mesh with equal squares [Whitlock et al 1981]5, a saucer [Asgar K and Arafaei 1985]7, and modification of nylon mesh concept. Among the various design, the polyester nylon mesh design suggested by Whitlock is simple, easy to fabricate, can be done with normal equipments available in laboratory and quantitative information of an alloy can be obtained with this test5,7,12. Whitlock’s castability test is reliable to compare different alloys and to tune the casting process for a given alloy. A square piece of polyester sieve cloth or plastic mesh pattern with a filament diameter of 0.3mm and contains equal squares is used to obtain test patterns for Whitlock’s test5,7,10,11. This study was designed to use Retention grid wax pattern instead of polyester sieve cloth or plastic mesh pattern as test patterns to compare the castability of three commonly used base metal alloys for ceramometal restorations in our institution. Materials and Methods. A total of Thirty [30] castings were made with
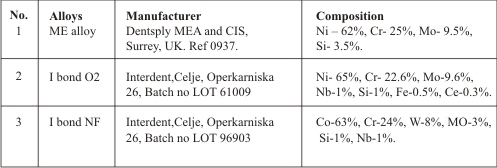
four alloys with different composition. Alloys studied were I bond O2, I bond NF, ME alloy.
 |
 |
[Table-1]
Out of thirty castings ten [10] castings were casted with each of three alloys studied [Flow chart-1].
[Flow chart-1]
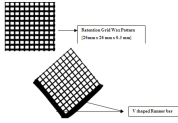
The test patterns were made with retention grid wax pattern [Retention Snetze Grids, Dentaurum, Germany, Lot no 0799, 0.no. 110- 101-00] measuring 26mm x 26mm x 0.3 mm in diameter [complies with dimensional requirements of ASTM No E –11-70] containing 100 equal squares and 220 segments. A V shaped runner bar of 26mm length for each leg [2 mm round sprue wax] was used [Fig-1]. Figure-1Test Pattern
After the patterns were sprued, surface tensionreducing liquid were sprayed over the patterns and invested in a carbon free phosphate bonded investment. Care was taken to assure that the top of each pattern was 6mm from the top of the
investment12. The patterns were placed in a steel ring with one layer of asbestos free ring liner. This is to permit greater freedom of expansion of the investment8. The investment [Intervest K+B speed, Interdent] were mixed according to
manufacturer’s recommendation under vacuum. All invested patterns were allowed to bench set for 60 minutes before burnout. To facilitate rapid and clean burnout, the ring was placed on a raised object [Porcelain tooth was used] within the oven; this allows molten wax and gases to escape freely7,8. The invested ring was placed in the muffle furnace. The
temperature was increased slowly. The casting ring was heat soaked at 950*c for 60 minutes. Induction casting machine was used. Separate crucibles were used for each alloy. The alloys were preheated according to manufacturer’s
instructions. The number of pellets was calculated according to Naylor’s wax pattern to alloy weight conversion8. The centrifugal arm was balanced [600gms]. After the casting the ring was allowed to bench cool. The castings were
devested, after careful devesting the castings were subjected to a uniform sandblasting treatment to remove residual investment particles. The total number of completely cast segments were counted, verified and recorded.
RESULTS
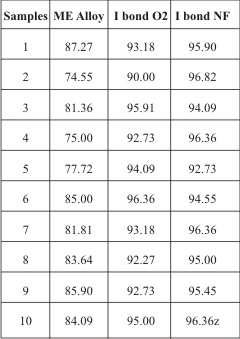
The Castings obtained with each alloy are shown in figure-2. The total no of cast-completed segments are recorded for each group and castability value for each sample were calculated by No of cast-completed segments/220 x 100 and
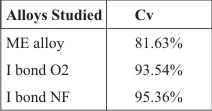
tabulated [Table-2]. Mean and standard deviation were estimated for each study group. In Table-3 the mean castability value for each alloy is shown. The table revealed that mean castability value for ME alloy was 81.63%, for I bond O2
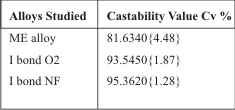
93.54% and for I bond NF 95.36%. Mean values were statistically compared by one-way ANOVA, followed by the Scheffe multiple comparison test at the 95% confidence level [Table-4].
Fig-2 Whitlock's Test Samples obtained by using retention grid wax pattern
Table-2 Castability value [Cv] of three alloys studied
Table-3 Mean Castability value [Cv] of the alloys studied
Table-4 Analysis of Variance [Mean values and Standard Deviation {in parenthesis}]
DISCUSSION
Dental casting alloys should have the capability of being cast in thin sections of appropriate length. Regarding the casting of non-precious ceramic alloys, Asgar discussed the need for a meaningful test to measure an absolute value of
fluidity or castability7,14. While other factors must be considered in the selection of an alloy for cast dental restorations, castability is of prime importance4. With the increased use of nonprecious metals for ceramometal restorations,
many new alloys have been developed. A simple, easy method of evaluating the castability and to tune the casting procedures of such alloy is often needed. Numerous studies agreed that Whitlock’s castability test is best applied to
compare different alloys and to improve the casting process for a given alloy2,5,7,10,11,13. Traditionally either polyester sieve cloth or plastic mesh is used to fabricate the test patterns for the Whitlock’s test. The main problem by using this method is the procedural errors and difficult in standardization of wax patterns fabricated from these materials.
In the present study retention grid wax patterns were used to fabricate the test patterns. The retention grid wax pattern complies with the dimensional requirement of American society for testing and material E 11-70, Uniform filament size, and spacing assured. The test patterns used had the diagonal width of 26mm x 26mm and filament thickness of 0.3 mm, corresponds to the approximate length of three unit fixed partial denture7. The use of larger mesh pattern would
be likely to result in greater temperature gradients during burnout in the narrowz isothermal zone of commercial burnout furnaces. The temperature gradient will continue during the casting process and may contribute to premature solidification toward the outer areas of the mold cavity. This condition may provide misleading information on true castability. The shape and dimension of wax pattern was chosen to offer a possibility for quantitative analysis of the data3,7,11,12,13.
This method of fabricating test patterns may helpful us in reducing procedural errors caused during the fabrication of wax patterns from sieve cloth or plastic mesh and standardization is very easy. It also saves time.
By modifying the traditional method of obtaining the test patterns, this study compared the castability of three base metal alloys with different composition, which are used for ceramometal restorations. The mean castability value of three alloys studied were ME alloy [81.63%], I bond O2 [93.54%], I bond NF [95.36%]. Analysis of variance indicates that
there is significant castability difference exists between ME and NF, ME and O2. The greater castability value of 02 and NF might be due to the presence of minor constituents of elements like niobium, Aluminium, tungsten, cerium and the
percentage of molybdenum, which is under 5% in NF whereas in the case of ME and O2 it is more than 9%9.
The results of this study were in agreement with the studies of Bezzon et al, Jarvis et al, that nonberyllium alloys shows good castability6,7. This study also agrees the studies conducted by Hinman et al5, Presswood et al10,11, Peregrina et
al7,12, that Whitlock’s test is a reliable laboratory test for discriminating among the alloys. Also this study agrees with the results of Okuno et al9 that the minor constituents like Nb, Al, W, Si, Ce increases the castability value of an alloy and
Molybdenum percentage if exceeds beyond 5% it will reduce the castability value.
In this study only the castability of alloys was compared. Further studies are required to evaluate the clinical behaviour of the alloys and the quality of the castings.
SUMMARY AND CONCLUSION
A retention grid wax pattern of dimension 26 mm x 26mm x 0.3 mm was used as test pattern to evaluate the castability of three base metal alloys by Whitlock’s test. The alloys included two nickel based alloys and one cobalt based alloy. Results of analysis of variance showed that at 95% confidence level there was a significant difference among nickel based alloy [ME] and cobalt based alloy [I bond NF]. Within the limitations of this study, the following points are concluded
1. Retention grid wax pattern is a reliable alternate for polyester sieve or plastic mesh for obtaining test patterns for Whitlock’s test.
2. Whitlock’s castability test is a valuable laboratory tool for designing new alloys, tuning casting procedures, discriminate among group of alloys.
3. Non-nickel alloy comparatively shows better castability.
4. Minor constituents of elements like Nb, Al, B, W, and Ce are required for better castability of base metal alloys.
5. Non-beryllium alloys shows good castability.
REFERENCES
1. Baran GR. The metallurgy of ni-cr alloys for fpd. J Prosthet Dent 1983; 50:639-50
2. Carreiro AFP et al. Evaluation of the castability of a Co-Cr-Mo-W alloy varying the investing technique. Braz Dent J 2005; 16[1]:50-55.
3. Duncan JD. The casting accuracy of nickel chromium alloys for fixed prostheses. J Prosthet Dent 1982: 47[1]: 63-7.
4.Eugene WS.Casting technique for small castings. Dent Clin North Am 1965:Mar: 225-40.
5. Hinman RW, Tesk JA, Whitlock RP. A technique for characterizing casting behaviour of dental alloys. J Prosthet Dent 1985; 64:134-38.
6. Jenderson MD, Stocks CL. Casting procedures IN: Dental laboratory procedures volume two, 2nd Ed; The c.v.mosby company: st Louis, Toronto: 1986.p.219-37.
7. Murali R. A Comparative evaluation of two different castability tests to evaluate the castability of three different base metal alloys. Master’s thesis, Dr MGR Medical University, INDIA, 2005.
8.Naylor WP.The fundamentals of spruing, investing and casting IN: Introduction to metal ceramic technology. Quintessence publishing co; Illinois: 1992.p.27-42.
9. Okuno O, Tesk JA, Penn R. Mesh monitor casting of Ni-Cr alloys: Elemental effects. Dent Mater 1989; 5[5]: 294-300.
10.Presswood RG, Skjonsby HS, Hopkins GA.
Base metal alloy for ceramometal restorations.
J Prosthet Dent 1980; 44[6]: 624-29.
11.Presswood RG. The castability of alloys for
small castings. J Prosthet Dent 1983; 50[1]:
36-39.
12Preston JD, Berger R. Some laboratory
variables affecting ceramometal alloys. Dent
Clin North Am 1997; 21[4]: 717-28.
13.Vermilyea SG, Kuffler MJ, Tamura JJ.
Casting accuracy of base metal alloys. J
Prosthet Dent 1983; 50[5]: 651-53.
14Vincent PF, Stevens L, Basford KE. A
comparison of the casting ability of precious
and non precious alloys for porcelain
veneering. J Prosthet Dent 1977; 37[5]: 527-
36. |